

1. Influence of Electrode Material Properties
The slitting quality of electrode sheets is significantly affected by their physicochemical properties. Generally:
-
Ductile materials exhibit delayed crack initiation during shearing, resulting in a larger sheared depth and a greater proportion of smooth, bright zones on the slit edge.
-
Brittle materials fracture more readily under identical conditions, leading to a larger fracture zone with more tearing marks and a reduced bright zone.
2. Case Study: LFP Electrode Metal Debris Issue
Problem:
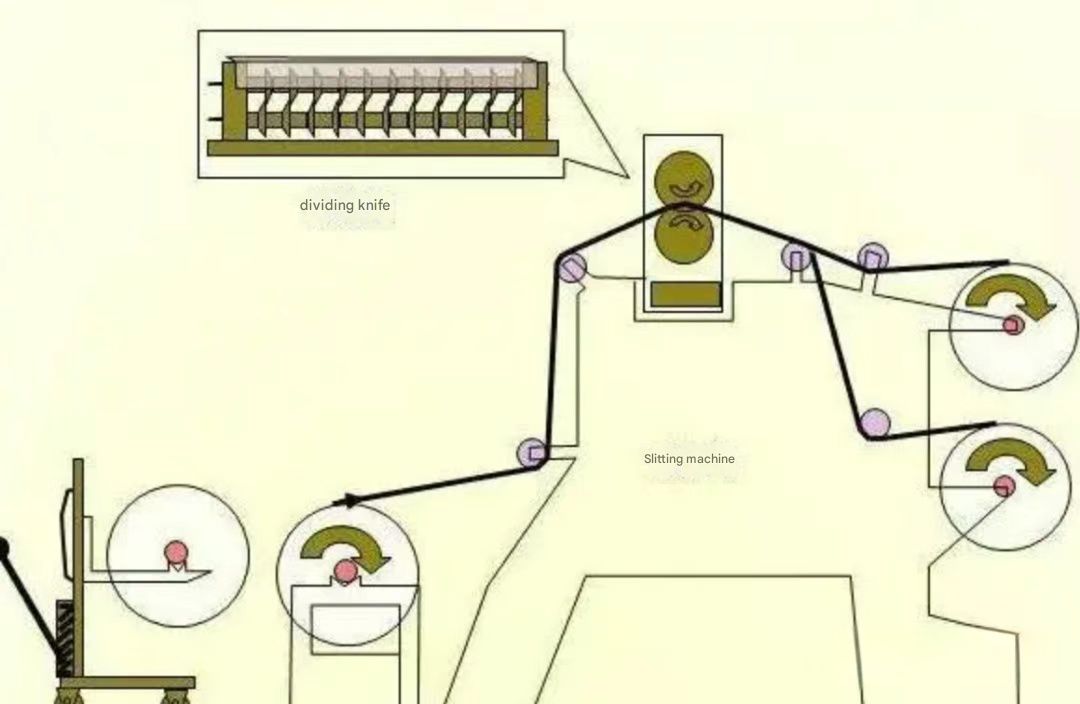
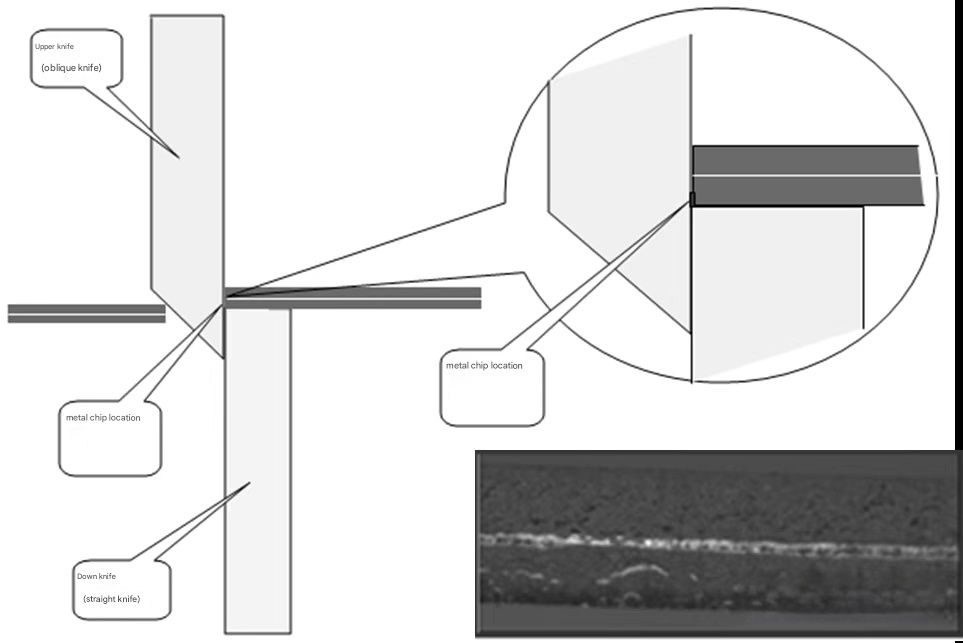
During LFP (LiFePO₄) electrode slitting, significant metal debris was observed on slit edges and coated areas (Fig. 1).
Initial Hypotheses:
-
Chip Accumulation: Angle between upper/lower blades traps debris, later transferring to the film.
-
Material Ductility: High toughness of LFP electrodes causes transverse tension during shearing, pulling aluminum debris from the foil.
-
Poor Chip Removal: Tight blade contact prevents timely debris clearance, leading to residual debris transfer (Fig. 2).
Hypothesis Validation:
-
Hypothesis 1: Debris appeared at 5 mm on new blades (vs predicted 8.5 mm) → Invalid.
-
Hypothesis 2: Material properties require validation via comparative testing.
-
Hypothesis 3: Blade design requires optimization.
Experiment 1 - Material Comparison (Identical Blade Setup):
| Material | Slit Edge Observation |
|---|---|
| LFP | Continuous long metal debris |
| LCO | No debris, but rough surface |
| NCM | Powder-like metal debris |
Conclusion: Material formulation critically impacts slitting quality. Tailored slitting parameters are essential for different electrode systems and thicknesses.
3. Slitting Burr Classification & Risks
-
Type I Burrs (Hard Burrs): Protrude from the current collector but remain attached.
-
Type II Burrs (Aluminum Powder): Detach and deposit on electrode surfaces.
Critical Risk: Residual aluminum powder on cathodes can pierce separators after hot pressing, causing cell short circuits (failure rate: 7%–10%).
4. Improvement Strategies for Aluminum Powder Shedding
4.1 Improvement 1: Alignment Adjustment
-
Blade Holder Leveling: Used precision leveler on base
-
Infeed/Outfeed Roller Alignment: Adjusted rollers to ensure:
-
Sheet entry/exit height flush with lower blade apex.
-
Smooth sheet travel without over-height.
Result: Edge quality improved, but aluminum shedding persisted.
-
4.2 Improvement 2: Blade Runout Inspection
-
Measured radial runout of upper/lower blade shafts.
Result: Runout <10 μm (within spec) → Not root cause.
4.3 Improvement 3: Blade Angle Optimization
| Scheme | Blade Configuration | Outcome |
|---|---|---|
| Scheme 1 | Upper: 16° bevel, Lower: 90° | Reduced lateral force → No significant improvement |
| Scheme 2 | Upper/Lower: 16° bevel | Further force reduction → Slight improvement |
| Scheme 3 | Upper: Pointed, Lower: Grooved (Draw-cut) | Severe shedding due to non-specialized holder → Worsened |
4.4 Improvement 4: Felt + Alcohol Cooling
-
Installed alcohol-moistened felt pads contacting upper blades to:
-
Remove adhered aluminum particles.
-
Cool blades to prevent edge blunting.
Result:
-
-
No aluminum powder on slit edges.
-
Blade lifespan increased from 10,000 m to 200,000 m
5. Conclusion
Material formulation directly determines electrode ductility during slitting, affecting debris generation and edge morphology. For challenging materials like LFP/NCM:
-
Precision alignment of blades/rollers is necessary but insufficient alone.
-
Optimizing blade angles reduces lateral forces but may not eliminate shedding.
-
Integrating felt cleaning with alcohol cooling proves most effective, eliminating debris and extending tool life 20-fold. Future work should focus on specialized draw-cut systems for ductile electrodes.